
The spec calls for a 5D sweep. The catalogue stops at 3D. Now what?
Every engineer and buyer in heavy industry hits this wall eventually. A large radius elbow is a pipe or tube elbow bent to a radius bigger than the standard fittings catalogues carry. Under ASME B16.9, a “long radius” elbow has a centre-to-face dimension of 1.5 times the nominal pipe size, and most suppliers stock little beyond that and the 3D version. Anything else – a gentler sweep, a radius matched to existing pipework, an odd angle – has to be custom-formed. And sometimes even the standard sizes are better formed than fitted.
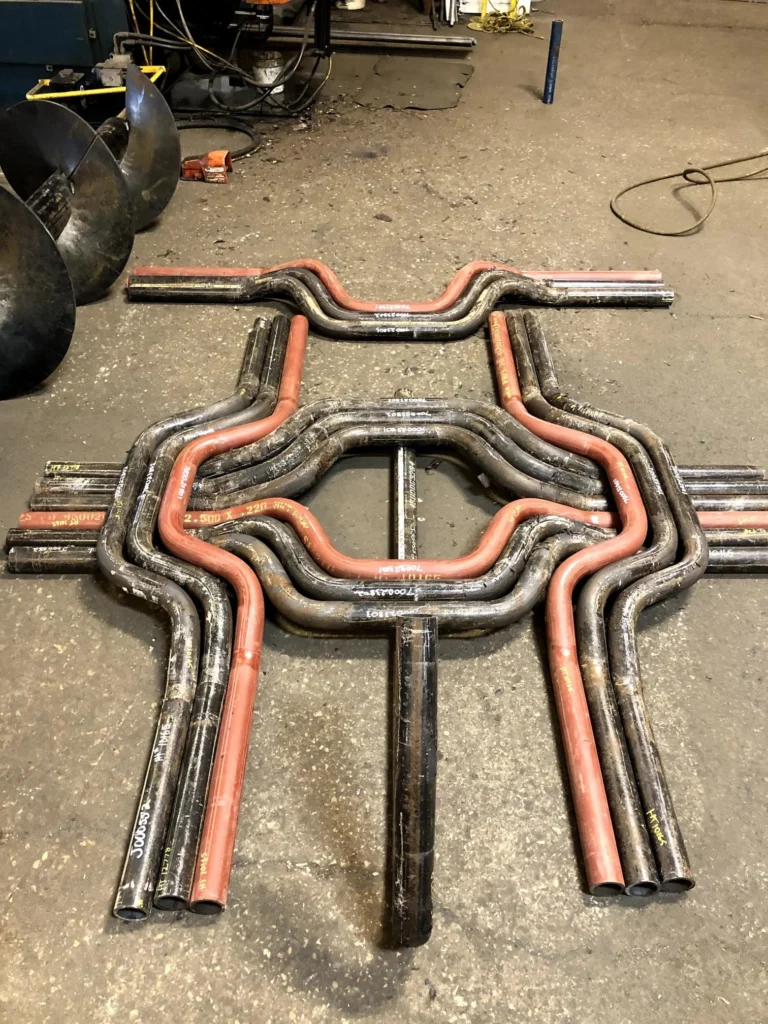
That’s the work Atlas Industries does in Saskatoon, and has since 1974: elbows bent to the drawing, not to the catalogue.
Custom large radius elbows vs. catalogue fittings: when standard won’t fit
Catalogue fittings are fine until they aren’t. Engineers and buyers usually come to us when:
- The spec calls for a non-standard bend radius: larger than 3D, between standard increments, matched to a legacy system, or tangents are required.
- Flow or wear requirements rule out tight bends. Slurries, pneumatic conveying, and pigged lines all favour gentler sweeps that reduce turbulence and erosion at the heel.
- The angle isn’t 45° or 90°. A 22°, 60°, or compound multi-form bend is something no distributor stocks.
- Weld count matters. One continuous drawn bend can replace a string of fittings and the welded joints between them.
- Lead time on a specialty fitting from a US catalogue house is longer than having it formed here in Saskatchewan.
If a stock fitting works, buy the stock fitting.
We mean that, and we’ll say so when you send the spec. Forming is for when the shelf comes up empty, or when the shelf costs you more welds than the bend would.
Draw bending, compression bending, or rolling: matching the process to the radius
There’s more than one way to put a curve in a pipe, and the radius usually decides which one is right.
Rotary draw bending (sometimes called mandrel bending) is the CNC process we run in sizes from ¼” to 4″: repeatable bends to a programmed radius, one elbow or a production run, each one the same. And it isn’t only for radii the catalogue can’t supply. Even where a 1.5D or 3D fitting sits on a shelf, drawing the bend in a continuous section can eliminate the joints between fittings. We recently bent railing sections this way and saved 12 welds per panel: twelve joints per panel that nobody had to fit, weld, and clean up.
Compression bending, the process behind conduit and muffler benders, typically fills the gap from 5D to 8D.
Rolling on a section roller takes over from about 8D and up, with conditions.
Two rules of thumb say a lot about what’s formable:
- The rule of 5 for bending: for round structures where the material’s elongation percentage is 25% or higher, and the wall thickness is 6% or more of the structure size, a radius of 5 times the structure size is generally achievable. Example: 2″ schedule 40 A106 grade B pipe can be bent to a 10″ centreline radius (CLR).
- The rule of 10 for rolling: the same 25% elongation, but with a lighter wall of 3% of the structural size or more, typically allows a rolled radius of 10 times the structural size. Example: 5″ schedule 10 A106 grade B pipe can be rolled to a 60″ CLR.
Round sections also support themselves through a bend better than square or rectangular ones, which is part of what we weigh when we quote. We quote the right process for the job rather than squeezing your part into whichever machine is free.
Every elbow is produced in our 16,000 sq ft Saskatoon facility, with design through transport handled in-house, so your part never gets sent down the road mid-job. See our CNC tube bending services page for the full capability.
- Wall thicknesses: wall thicknesses for tube and pipe bending is 1/ 16”- 1/2 “
- Radius tolerance: typical radius tolerance held plus or minus 1% or tighter
Materials and specs
Materials and grades available for custom elbow forming: carbon steel, stainless, aluminum and chromoly. Atlas is ISO 9001:2015 certified and CWB certified, and work ships with the documentation your project requires. Send your drawing or even a field sketch; our in-house design team works from either.
Formed, welded, or mitred
The traditional workaround for a non-standard radius is a mitred elbow: cut pipe into segments, weld the segments into an approximation of a curve. Every weld in it needs inspection and can fail, and each one disrupts flow, which matters most when the line conveys product. A formed elbow is one continuous piece with smooth flow geometry and no circumferential welds through the bend.
That said, sometimes a mitred elbow is sufficient. We’ve laid out the full comparison between CNC bending and welded elbows. The honest answer depends on the job, and we’ll give it to you either way.
Frequently Asked Questions
What counts as a large radius elbow?
Anything beyond the standard long-radius (1.5D) and 3D fittings defined in ASME B16.9. Commonly 5D and up, or any radius specified to suit the system rather than the catalogue.
Can you match the radius of existing pipework?
Yes. Send the measured radius, pipe size, and schedule, and we’ll quote forming to match.
Do you bend square or rectangular sections?
Round structures generally support themselves through a bend better than square or rectangular ones, so section shape affects the radius and distortion we can hold. Send the section size and target radius and we’ll tell you which process fits.
Do you do one-offs or only production runs?
Both. Nobody should have to order fifty elbows to get one. CNC bending makes a single elbow practical, and makes a run of fifty identical.
Do you serve customers outside Saskatoon?
Yes. Atlas works with customers across Saskatchewan and internationally, with transport handled in-house.
Get a quote. Send your radius and schedule specs. Drawing, spec sheet, or field measurements: send them through and we’ll come back with a straight answer on whether we can form it and which process we’d use. If you have them, include your tolerances, allowable distortion or ovality, whether you need tangential straights at the ends of the form, and whether the part is structural or conveys product. Those four answers get you a faster, tighter quote. On time and on budget. That’s been the standard since 1974.